
熔铸成品银锭的原料主要为电解银粉和达银锭标准的化学提纯和萃取提纯产出的纯银。
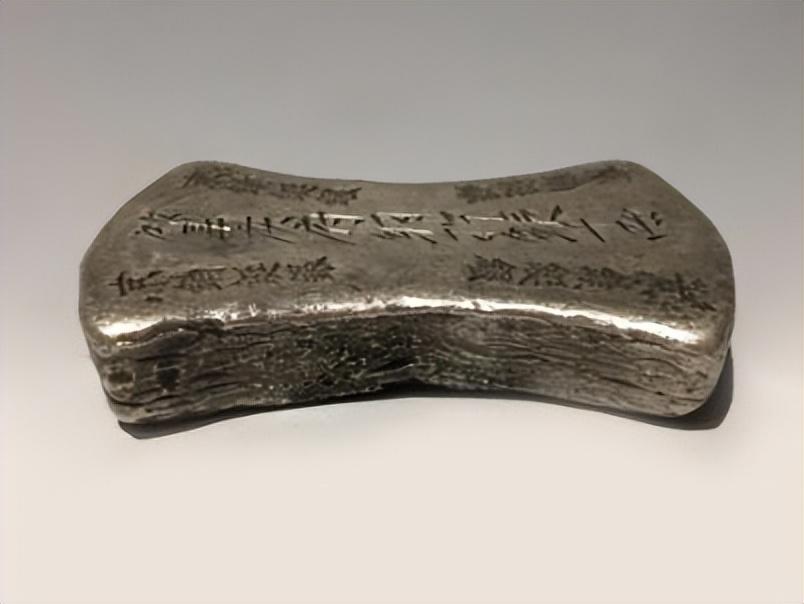
各厂熔铸银锭的方法大同小异,某厂产出含银99.86%-99.88%的电解银粉,将100号坩埚先锯好浇口。经烘烤并检查无损坏后,分次加入烘干的约9kg银粉(银粉密度小体积大)、配入约0.3%碳酸钠和一块活松木(含松脂应低)。加热至1200~1250℃,熔化60min至银液呈青绿色透明状,液面木块急转时可出炉浇铸。坩埚铸5块370mmx135mmx30mm的银锭,每块重15~16kg,银含量为99.94%~99.96%。


熔铸成品银锭的锭模为组合立式生铁模,内表面应平整光滑。浇铸前,用煤气烘烤至130-160℃,清刷后点燃乙焕往模壁上均匀熏上一层烟,然后合模夹紧并用银片或不锈钢片盖严浇口待用。每浇铸一次用乙烷熏烟一次,每浇铸14次左右就应全面清刷一次模具。
浇铸成品银锭前,应在炉内清除液面及坩埚壁上的渣(不取出木块)。取出坩埚,用不锈钢片将坩埚口附近的余渣和木块拨向后面,坩埚口放一块从旧坩埚上锯下的约150mmx100mm并经预热至300℃以上的石墨块,往液面上倒一大碗稻草灰后即可浇铸。浇铸液温为1200℃左右,模温90-160%。浇铸时应对准模心,速度由慢变快再变慢,以保证银液充满模内各上角,浇铸一块银锭为10~16s。浇完第2块后,在样模中浇样品一块供化验。浇完5块后,取出坩埚内的稻草灰和石墨块,再加料熔化下一埚。

锭冷凝后,撬开模具,用不锈钢铂取出银锭。轻轻放在表面光洁平整的生铁模具上,趁热用粗钢丝刷刷光银锭表面。经初步检验后,不合格银锭送重铸。合格银锭用钢码打上炉次号。待锭冷后,锯去锭头,在锭底上打上批次号。去除飞边毛刺后入库。再由厂检验员按出厂标准再次检验,不合格银锭送重铸,合格银锭用钢码打上顺序号、年、月和检验印。分块磅码(精度达百分之一克),填写磅码单开票交库。银锭钢码位置平泽贵金属精炼废锭和锭头,当时返回重铸,待浇铸完一批后,剩余的废锭、锭头和锯屑等均应磅码开票交库,供下批重铸。
原创文章很辛苦,作者:Liuhan,如若转载,请注明出处:https://www.pzgjs.com/64996.html








{kind=link}
{kind=link}